Five Fire Safety Roles Everyone Should Know

Fire safety is not just about having equipment in place; it is also about assigning clear roles and responsibilities. In any workplace, school, factory, or public building, knowing who is responsible for what can make the difference between a safe evacuation and a dangerous situation. The following five fire safety roles are considered essential to […]
Fire Safety Equipment and Its Importance

Fire safety equipment plays a vital role in protecting people, property, and workplaces from unexpected fire incidents. In many cases, a small fire can turn into a disaster within minutes if the right equipment is not available. That is why every school, office, factory, and even home is required to install basic fire safety equipment […]
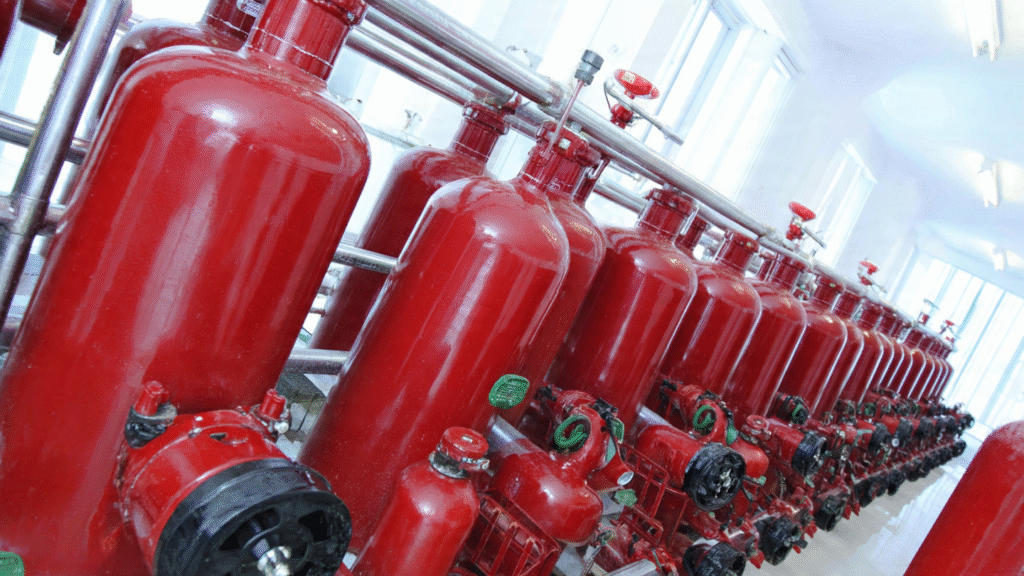
How Does the FM 200 Fire Suppression System Work?

The FM 200 fire suppression system is a modern solution designed to extinguish fire quickly without causing damage to property or harm to people. Actually, unlike traditional water sprinklers, which can destroy electronics, documents, and other sensitive equipment, fm 200 uses a clean gaseous agent that leaves no residue. and all that, its efficiency, speed, […]
Fm 200 suppression system in islamabad – Best Solutions & Guide

Fire safety is one of the most critical aspects of urban development, especially in cities like Islamabad where government offices, commercial centers, and high-tech facilities coexist. kind of thing, and with the increasing reliance on data, electronics, and sensitive equipment, traditional fire suppression methods such as sprinklers aren’t always suitable, kind of. Seriously, this has […]
FM-200 Fire Suppression System in Pakistan: Safe, Fast, and Reliable Protection
1. Introduction to FM-200 Fire Suppression Systems: Why They’re Essential in Pakistan Definition and basic function (HFC-227ea clean agent for rapid fire suppression) FM-200, also known by its chemical name HFC-227ea, is a clean agent fire suppression system designed for rapid fire control. It is widely used in modern industries because it extinguishes fire […]
Why Fire Safety Equipment is Crucial in Pakistan

Pakistan faces hundreds of fire-related incidents every year. According to Rescue 1122 and local media reports, fires in markets, factories, and even residential areas cause millions of rupees in damages annually. Cities like Karachi, Lahore, Faisalabad, and Islamabad witness frequent cases due to short circuits, gas leaks, and lack of preventive measures. Unfortunately, many buildings […]
Fire Alarm System & Maintenance in Pakistan | Complete Guide

1. Introduction to Fire Alarm Systems Overview of Fire Alarm Systems and Their Role in Fire Safety Fire safety is essential for homes, offices, factories, and commercial spaces in Pakistan. A reliable fire alarm system is the first line of defense, detecting smoke, heat, or flames before a fire spreads. These systems provide early warning, […]
Complete Guide to Safety Shoes – Types, Features, Brands & Workplace Safety

Importance of Safety Shoes in Various Industries Safety shoes are one of the most essential parts of personal protective equipment in workplaces. They are designed to protect workers from injuries caused by falling objects, sharp materials, slippery floors, electrical risks, and hazardous chemicals. In every industry, workers face different types of foot-related dangers. By choosing […]
Fire Safety Equipment in Rawalpindi

Rawalpindi, one of Pakistan’s most vibrant and densely populated cities, is a hub of residential, commercial, and industrial activity. With its proximity to the capital Islamabad and its role as a major transportation and military center, Rawalpindi has seen rapid urbanization over the past few decades. This growth, while economically beneficial, has also introduced a […]
Fire Extinguisher Refilling & Maintenance in Rawalpindi | Complete Guide

Importance of Fire Safety in Pakistan with a Focus on Rawalpindi Fire safety has become a pressing need in Pakistan due to increasing urban development, rising commercial activity, and growing population density. In cities like Rawalpindi, where residential colonies, business centers, and industrial zones exist side by side, the risk of fire accidents is higher. […]