What We Offer
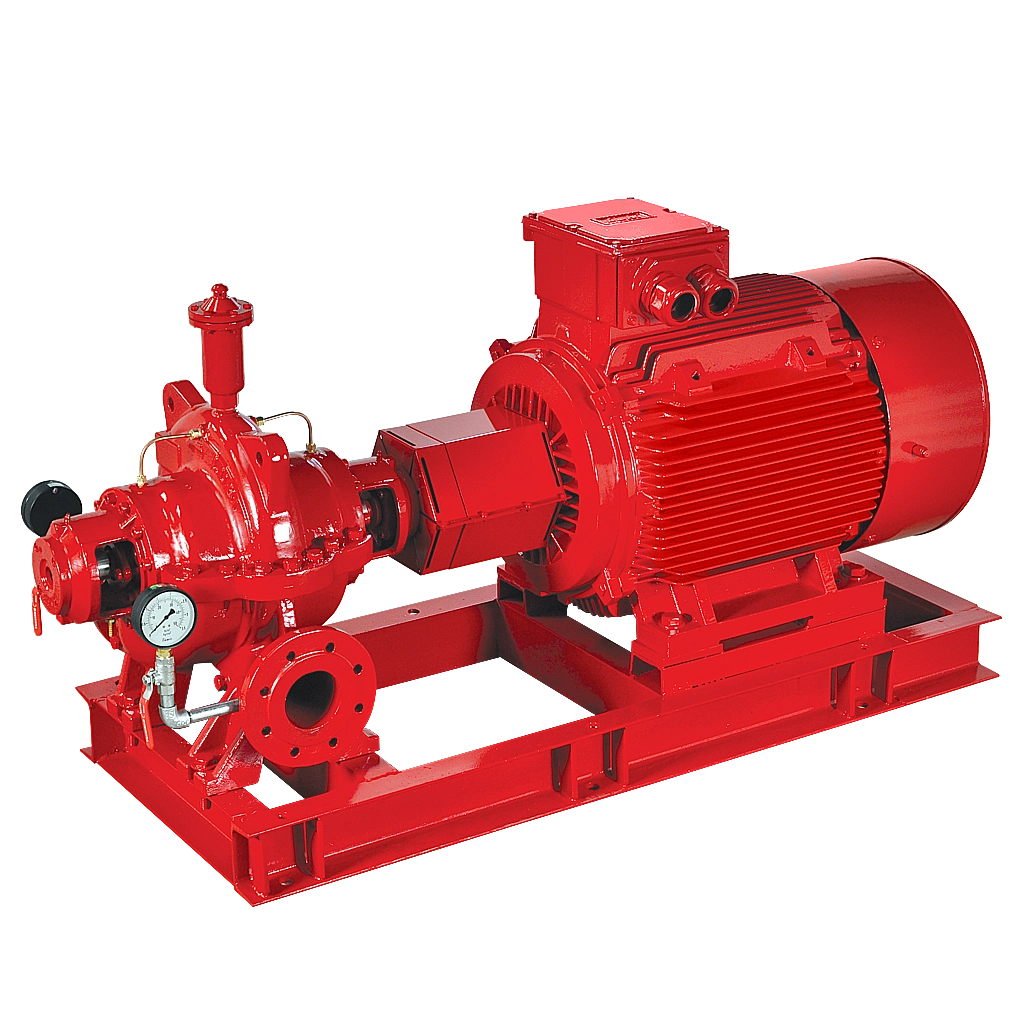
Horizontal Split Case Double Suction Pump
A high-capacity, heavy-duty pumping solution engineered for large-scale fire protection systems, offering superior flow rates and reliable performance for high-demand industrial and commercial fire suppression.
Maintenance & Compliance
Professional impeller inspections, mechanical seal checks, and flow testing to ensure the pump maintains optimal pressure and operational reliability for emergency readiness.